
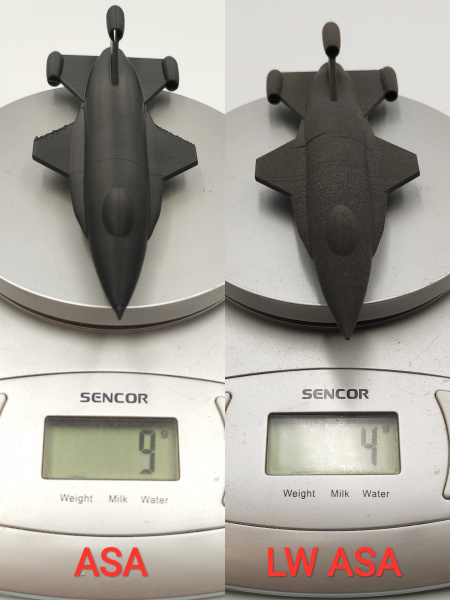
S novinkami se roztrhl pytel a ani u firmy ColorFabb vývoj nespí. Nyní můžete vyzkoušet originální materiál LW PLA nebo novinku LW ASA určený pro 3D tiskárny typu FDM. Toto vlákno používá technologii aktivní pěny, která je spouštěna teplotou. Vlákno může až 3x zvětšit objem. K dispozici jsou ve dvou barvách, přírodní a černá. Pěnění také dává tištěným částem hrubý matný povrch, díky čemuž jsou součásti velmi přitažlivé.
Jak tyto materiály fungují a proč si je pořídit?
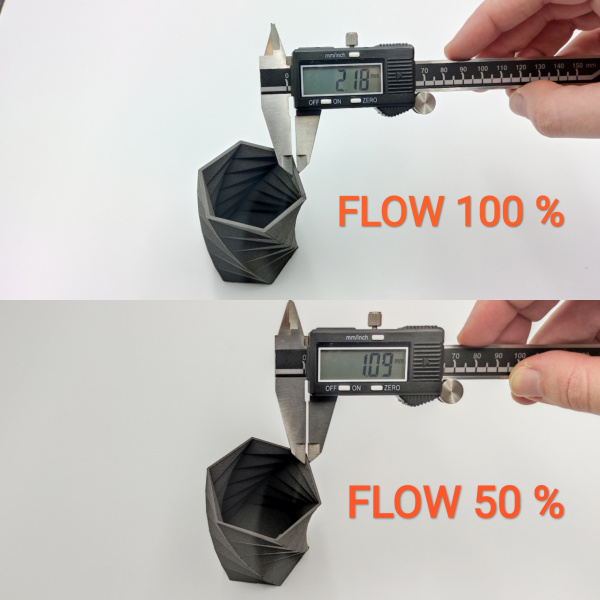
Aby filament expandoval, je nutné do vlákna vložit určité množství energie. Množství energie, kterou může vlákno během tisku absorbovat, závisí na délce hot zone a době, kterou jí vlákno prochází. Čím déle vlákno zůstane uvnitř hotendu, tím více energie může absorbovat, a tím se zvětší expanze. Za předpokladu, že jsou velikost trysky a výška vrstvy pevné, jsou našimi hlavními vstupními proměnnými teplota, rychlost a průtok, které určují velikost expanze.
"Už jsem vytiskl tři kalíšky, dvě letadýlka a to z jednoho vzorečku. Já už nevím, co dál. A ten materiál vůbec neubývá," stěžoval si kolega u nás v dílně. Jednoduše řečeno zkrátka na jeden výtisk spotřebujete velmi málo materiálu a zároveň může být váš výtisk velmi lehký.
Jak určit expanzi vlákna?
Pokud chcete tisknout lehké díly, které jsou však rozměrově velmi přesné, je důležité nejprve určit zvětšení objemu. To lze provést tiskem jednotlivých obvodových testovacích kostek bez horní a spodní vrstvy. Pomocí následujícího postupu ve 4 krocích určíme maximální expanzi při určité rychlosti, teplotě a průtoku.
Krok 1. Tiskněte kostky při nastavené rychlosti při teplotách pohybujících se od 200 ° C do 280 ° C
Krok 2. Změřte tloušťku obvodu každé krychle, zaznamenejte teplotu s největší expanzí.
Krok 3. Vytiskněte kostky s klesajícími kroky toku, pomocí teploty zjištěné ve druhém kroku.
Krok 4. Kostka s obvodem, který se rovná průměru trysky, je nejnižší použitelný průtok. Očekávejte toky kolem 35–50%.
Krychle při 200 ° C nemá žádnou expanzi materiálu. Kostka tištěná při 250 ° C při obvodu měřeném 1,05 mm, což vede ke zvýšení tloušťky obvodu o 260%. Mezi 240-250 ° C byla expanze vlákna nejvyšší. V našem případě jsme zjistili, že krychle s 30% průtokem se rovná velikosti trysky. Zvýšení rychlosti bude možné, ale musíme se ujistit, že vlákno dokáže absorbovat dostatek energie, aby se zohlednila krátká doba zdržení vlákna v horké komoře, měla by se teplota zvýšit, aby se udržela stejná expanze materiálu. Díky rozšiřujícímu se chování materiálu je možné 3D tisk s větší výškou vrstvy samotné trysky, což znamená krátké doby sestavení pro modely s rychlým tahem.

___________________________________________________________________________________________________________
Jak se tisklo LW PLA? Doporučení od zákazníka:
Váha modelu Albatros DV: cca 579 g
Jak jsme tiskli LW ASU?
Tisknuto 3DGence P255
Tryska: 0,4 mm
Retrakce: 0
Výška vrstvy: 0,25 mm
Rychlost: 30 mm/s
Rychlost při tisku první vrstvy: 20 mm/s
Teplota hotendu: 240 °C
Teplota podložky: 100 °C
Rychlost větráčku: 10 mm/s
A jako novinku prý připravuje ColorFabb i LW Flex. Máme se tedy na co těšit.