
Díky našemu zákazníkovi, kterému jsme poskytli vzorky materiálů pro jeho závěrečnou diplomovou práci, přinášíme krátký výtah z jeho poznatků. Doufáme, že mnohým z vás můžou tato data pomoci při rozhodování, jaký materiál použít pro 3D tisk technických aplikací.
V článku si přiblížíme mechanické zkoušky 3D tiskových materiálů a porovnání uváděných a skutečných vlastností zejména u odolnějších materiálů běžně používaných v 3D tisku, které jsou ale zároveň celkem snadno tisknutelné. Nebyly tedy testovány materiály jako např. Nylon, Karbon ani jejich kombinace s jinými filamenty, u kterých je 3D tisk již náročnější.
Zkoumané materiály: - ABS-T Filament PM
- ASA Fillamentum
- PET-G Filament PM
- PLA HD Fiberlogy
Vysvětlení pojmů:
Pevnost v tahu za daných podmínek odpovídá největšímu možnému napětí v materiálu při natahování, kterému materiál jako celek odolává, aniž by se porušil.
Houževnatost je vlastnost, kdy je materiál schopen zůstat při deformování a nárazech vcelku bez tvorby trhlin, nebo zamezovat růstu již existujících trhlin. Jeho opakem je křehkost.
Teplotní odolnost je zde míněna jako teplota tvarové stálosti, označovaná zkratkou HDT (Heat Deflection Temperature). Je jednou z veličin udávajících teplotní odolnost plastů podle normy ISO 75, resp. ASTM D648. Používá se zejména u termoplastických materiálů, pryží a laminátů pro rozlišení jejich průhybu při teplotním zatížení. Do této teploty by tedy nemělo docházet k deformacím na tištěném dílu.
Grafy s výsledky testování: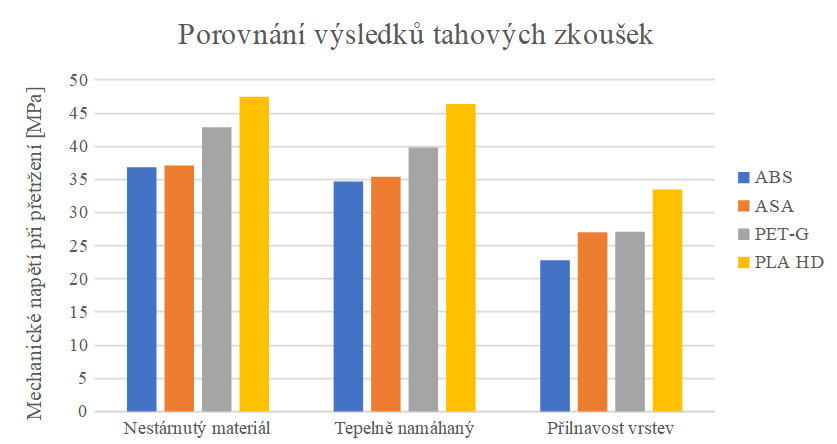
Tabulka zobrazuje porovnání výsledků z jednotlivých tahových zkoušek. Je vidět, že materiálem, který je v tahu ve všech ohledech nejsilnější, je PLA HD, které ostatní zkoušené materiály převyšuje při všech zkouškách. Z toho lze usoudit, že pro aplikace, kde by byla součástka namáhána tahem, bude nejvhodnější právě PLA HD. Překvapivě dobře zde dopadl i materiál PET-G, o kterém je ale obecně známo, že je dost pružný, ale jeho nevýhodou je nízká teplotní odolnost a jeho křehkost při nárazu.
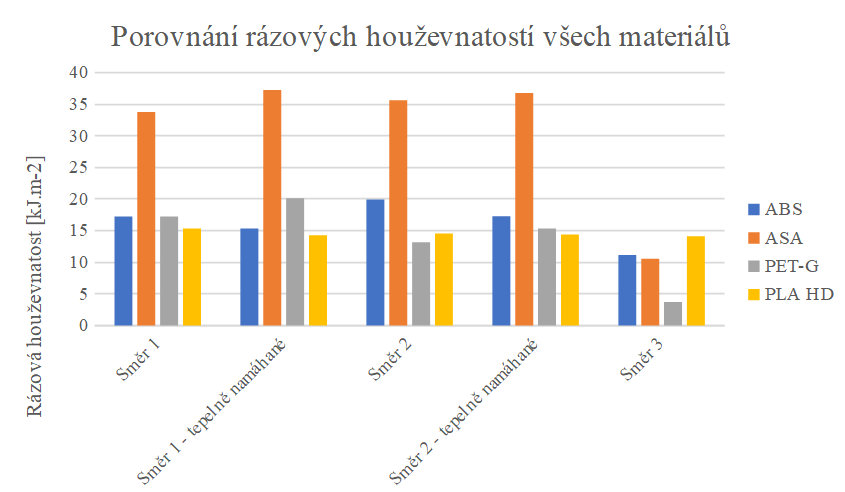
Z porovnání výsledků zkoušek vidíme, že nejhouževnatějším materiálem je ASA. Zvláštním úkazem je, že tepelně namáhané vzorky tohoto materiálu mají rázovou houževnatost mírně vyšší. Tento jev se ale objevuje i u PET-G. Vzhledem k tomu, že testovací vzorky nejsou homogenní, ale jejich výplň má určitou hustotu a vzor, tak toto zkreslení vzniklo v případě, že došlo k posunu vzorku a nárazu do místa s menším či větším množstvím výplně. V případě použití hustější, či jiné výplně by toto zkreslení mohlo být menší. Pro účely testu a porovnání materiálů jsou ale tyto výsledky dostačující. Zároveň je vidět, že vliv teplotního namáhání na houževnatost materiálu nemá v případě materiálů ASA a PLA HD vliv pouze minimální. U materiálu PLA HD jsou dokonce výsledky ve všech směrech tisku velmi podobné.
Porovnání cen a vlastností materiálů: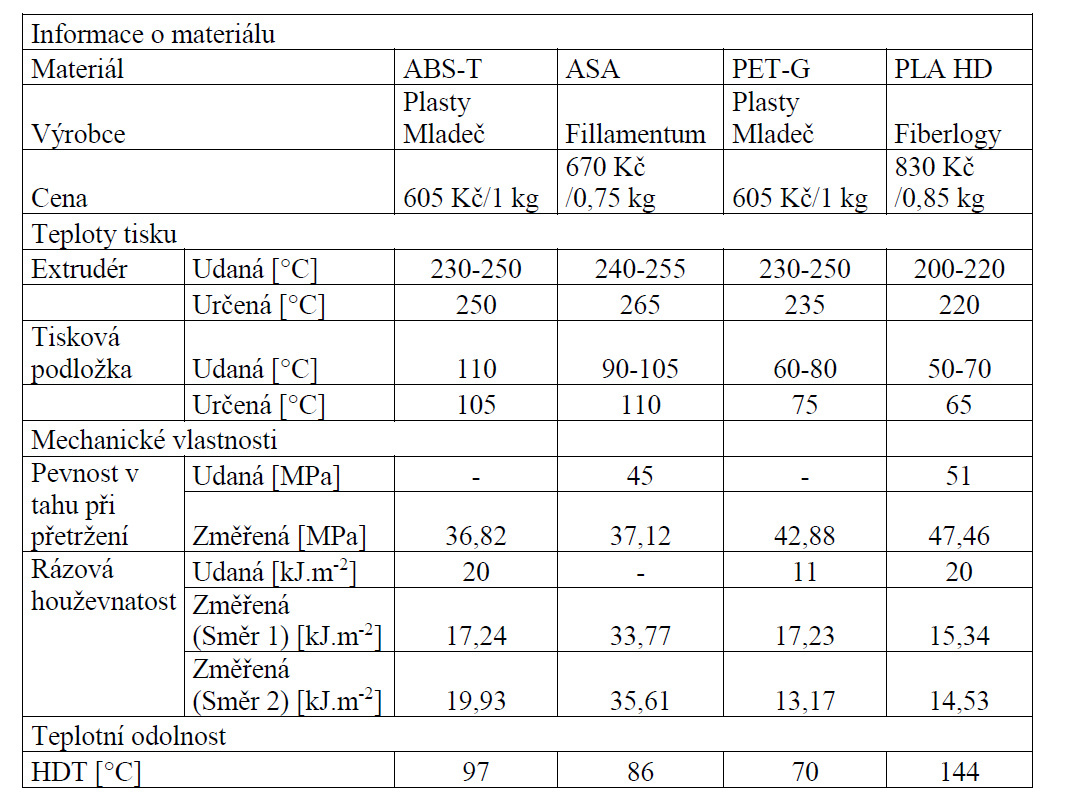
Závěr:
Cílem popisované diplomované práce bylo najít optimální materiál pro použití konkrétně v automobilovém průmyslu, po testování a v kombinaci s praktickými zkušenostmi, se ukázalo, že je lepší použít různé materiály pro různé aplikace.
Materiál PLA HD je vhodný zejména pro součástky v motorovém prostoru, které nejsou exponovány UV záření. Materiál ASA, popřípadě ABS je pak vhodný pro většinu krytů a plastových součástí v exteriéru a interiéru. Materiál PET-G je vhodný spíše ve variantě průhledného materiálu pro krytky osvětlení a další nijak nenamáhané součásti.
------------------------------------------------------------------------------------------------------------------------------------------------------
Grafy byly převzaty a texty byly citovány z Diplomové od pana Františka Č. z fakulty Elektrotechniky a komunikačních technologií a název práce je: ZKOUŠKY VYBRANÝCH VLASTNOSTÍ MATERIÁLŮ PRO 3D TISK. Tímto velmi děkujeme za udělení souhlasu se zveřejněním na našich stránkách.