Rozdíl tvrdostí flexibilních filamentů.
Jaký je rozdíl mezi označením TPE a TPU? Jak se tiskne guma? A co je to vlastně zač...
Na začátek je třeba zmínit, co vlastně zkratka TPE ve světě 3d tisku znamená. Jedná se o termoplastické elastomery, které jsou vyrobené ze směsi tvrdých plastických polymerů, např. polypropylen (PP) apod., a měkkých gumových materiálů. Dále obsahují přísady. Mohou to být olej, plnivo a další.
V současnosti se TPE rozdělují na mnoho dalších podkategorií:
TPE – O : termoplastické polyolefiny (TPO)
TPE – S : styrenové směsi na bázi polyolefinu a SBS, SEBS nebo SEPS (TPS)
TPE – V : vulkanizovaná směs PP/EPDM (TPV)
TPE – E : kopolyesterová směs (TPE)
TPE – U : termoplastický polyuretan (TPU)
TPE – A : termoplastický polyamid (TPA)
Při běžném používání se u označení vypouští ze zkratky TPE písmeno „E“. Vznikne tak označení specifikující přímo konkrétní typ termoplastického elastomeru např: TPO, TPS, TPV, TPE, TPU, TPA. http://www.resinex.cz/polymerove-typy/tpe.html
Pro technologii 3D tisku jsou prozatím nejdůležitější materiály TPE a TPU, jelikož se z nich vyrábí filamenty. Jsou sice ze stejné rodiny materiálů, ale mají mezi sebou jisté odlišnosti.
V nabídce máme řadu tvrdostí od různých značek.

TPU má několik výhod oproti TPE. Je odolnější vůči abrazi a chemickým látkám, např. olejům, tukům i některým rozpouštědlům. Další výhodou je nižší smrštivost, takže pokud vám záleží na rozměrech tištěného dílu, je TPU vhodnější volbou. Při nižších teplotách si lépe zachovává pružné vlastnosti také TPU. TPU bývá však vyráběno v tvrdších variantách než TPE, což je lepší pro tisk, protože lépe drží na tiskové podložce. Obecně u obou materiálů platí, čím tvrdší, tím lépe přilne k podložce.
Nastavení tisku u těchto materiálů bývá občas dost velký problém, jelikož se jedná o materiál s horší přilnavostí k podložce a komplikace nastávají i u extrudéru. Pokud je filament příliš rychle tlačen extrudérem do hotendu, nebo je nadmíru utažené přítlačné kolečko, dojde k ohnutí filamentu za extrudérem, což má za následek zastavení přívodu filamentu do hotendu.
TPS (termoplastický elastomer na bázi styrenu):
Jendá se o měkké flexibilní vlákno pro 3D tisk. Najde si jistě široké uplatnění, např. jako těsnící kroužek ve stroji nebo protiskluzové nožičky pro další komponenty atp. všude tam, kde využijete velkou míru elastické(vratné) deformace. Pružnost vláken TPE se měří v tvrdosti Shore. Jsou zde velké rozdíly, od velmi měkkých po tvrdé materiály, které lze již hůře ohýbat. Filament TPS od Herz má hodnoty Shore A 75, takže je nejměkší v naší nabídce. Není vhodný pro tisk s bowdenovým vedením filamentu.
Nejlepší nastavení pro tisk z materiálů druhu Flex je povolit přítlačné kolečko, ale ne zase příliš. Rychlost tisku by se měla pohybovat mezi
15 mm/s – 30 mm/s, záleží na typu tiskárny, a musí být všude stejná. Z vlastních zkušeností víme, že rychlost u první vrstvy může být i nižší, ale záleží na druhu materiálu. Co se týče nastavení teplot, záleží především na výrobci, ale obvykle se teplota hotendu pohybuje v rozmezí 210 – 250 °C a teplota podložky
30 – 50 °C, opět závisí na výrobci. Důležité je také nastavení retrakce, která by měla být u flexibilních materiálu vypnuta nebo skoro nulová.
Jak již bylo zmíněno výše, některé materiály hůře drží na podložce. V tomto případě doporučujeme tisk součásti na podložku s vyšší adhezí. Volba podložky závisí opět na výrobci filamentu. Např. flexibilní struny od firmy Filament PM výborně drží na hnědé balící pásce. Tvrdší filamenty držely samy na podložce 3D tiskárny MK2S od Průši.
Tvrdost SHORE
Metoda Shore měření tvrdosti plastů je založena na vtlačování hrotu tvrdoměru do materiálu (jedna z metod měření). Používají se dva hroty, které jsou označeny písmeny „A“ a „D“. Hrot typu A se používá pro měkčí materiály a hrot D pro tvrdší. Tvrdost se měří vtlačováním hrotu do vzorku na začátku, po uplynutí stanovené doby, nebo obojí. Pokud tvrdost plastu přesáhne hodnotu 90A, pak se přechází na stupnici D.

Testovali jsme následující materiály:
Základní nastavení Slic3ru pro materiál Flex/Semiflex. Rychlost tisku musí být všude stejná. Rychlost první vrstvy jsme ponechali nižší, a to na 70%, ale uvádí se, že by měla být na 100%. U nás tisk proběhl dobře i s nižší rychlostí.
TPE shore A88 od Plasty Mladeč
Teplota hotendu: 210 °C
Teplota podložky: 50 °C
Tloušťka vrstvy: 0.2mm
Rychlost: 30 mm/s
Retrakce: Žádná.
Chlazení: Žádné.
Tisk na průhlednou (drží o něco lépe) či hnědou balící pásku (může se odlepovat). Případně lze použít Magigoo PP.
Hodnocení zákazníků:
"Materiál strašne zapáchal při tisku. Nedoporučujem do zle vetraných miestností. Povrch bol matný. Pružnosť při deformácii dobrá a vrstvy držia pokope. Výtisk nie je moc odolný voči oderu. Materiál sa hodne lepí na trysku. Postupom času sa nahromadí a uvolní jako gulička do tisku čo je značne nepríjemné."
(p. Marek Hradiský)
TPE shore D32 od Plasty Mladeč
Teplota hotendu: 210 °C
Teplota podložky: 50 °C
Tloušťka vrstvy: 0.2mm.
Rychlost: 30 mm/s
Retrakce: Žádná.
Chlazení: Žádné.
Tisk na průhlednou (drží o něco lépe) či hnědou balící pásku (může se odlepovat). Případně lze použít Magigoo PP.
TPU shore A92 a TPU shore A98 od značky FIllamentum
Teplota hotendu: 210 °C
Teplota podložky: 50 °C
Tloušťka vrstvy: 0.2mm.
Rychlost: 30 mm/s
Tisk na odmaštěnou podložku tiskárny MK2S od Průši.
Hodnocení zákazníků:
"Prekvapením bolo, že materiál výborne držal na čistom odmastenom skle. Povrch bol lesklý, materiál sa ale hodne lepil na trysku a při ostrých prechodoch bola miestami narušená stena vrstvy, hlavne při kratších perimetroch. Pružnosť je při deformácii dobrá a vrstvy držia pokope. Povrch je na dotyk jemne gumový."
(p. Marek Hradiský)
Teplota hotendu: 230 °C
Teplota podložky: 50 °C
Tloušťka vrstvy: 0.2mm.
Rychlost: 30 mm/s
Retrakce: Žádná.
Chlazení: Žádné.
Tisk na odmaštěnou podložku tiskárny MK2S od Průši.
Hodnocení zákazníků:
"Z materiálu sa tislko veľmi dobre. Zápach prakticky nebol, čo bolo veľké plus. Páčil sa mi hlavne povrch tisknutého predmetu, pretože sa trblieta a vrstvy nie je takmer vidieť. Na druhú stranu bol povrch drsný. Pružnosť je při deformácii dobrá a vrstvy držia pokope. Povrch sa na dotyk podobá tvrdým plastom (možno kvôli drsnému povrchu)."
(p. Marek Hradiský, REBEL II)
"Za mě super matroš s dobrou barvou, vytisknutý obal na iphone. Jen teda pevné nervy při zavádění filamentu. Musel jsem povolit i přítlak oproti PLA protože matroš vykluzoval jinama. Nejlepší použít základ od Průši pro FLEX a upravovat podle výsledku tisku, hlavně pozor dávat na rychlost, čím pomaleji tím lépe, matroš se rád natahuje :-) drží pěkně na lepidle a po dokončení tisku se ,může celý hodit do kbelíku s acetonem a nechat vyplavit lepidlo."
(p. Jakub Hajný, Průša)
TPU shore D55 značky Devil Design
Teplota hotendu: 230 °C
Teplota podložky: 50 °C
Tloušťka vrstvy: 0.2mm.
Rychlost: 30 mm/s
Retrakce: Žádná.
Chlazení: Žádné.
Tisk na odmaštěnou podložku tiskárny MK2S od Průši.
Fiberflex 30D značky Fiberlogy
Teplota hotendu: 200-220 °C
Teplota podložky: 0-70 °C
Tloušťka vrstvy: 0.2mm.
Rychlost: 30 mm/s
Retrakce: Žádná.
Chlazení: Žádné.
Tisk na PVA lepidlu Kores, keramická podložka tiskárny 3dGence.
Fiberflex 40D značky Fiberlogy
Teplota hotendu: 200-220 °C
Teplota podložky: 0-70 °C
Tloušťka vrstvy: 0.2mm.
Rychlost: 30 mm/s
Retrakce: Žádná.
Chlazení: Žádné.
Tisk na PVA lepidlu Kores, keramická podložka tiskárny 3dGence.
TPU shore D52 značky Eco3D. JIŽ SE NEVYRÁBÍ
Teplota hotendu: 230 °C
Teplota podložky: 50 °C
Tloušťka vrstvy: 0.2mm.
Rychlost: 30 mm/s
Retrakce: Žádná.
Chlazení: Žádné.
Tisk na odmaštěnou podložku tiskárny MK2S od Průši.
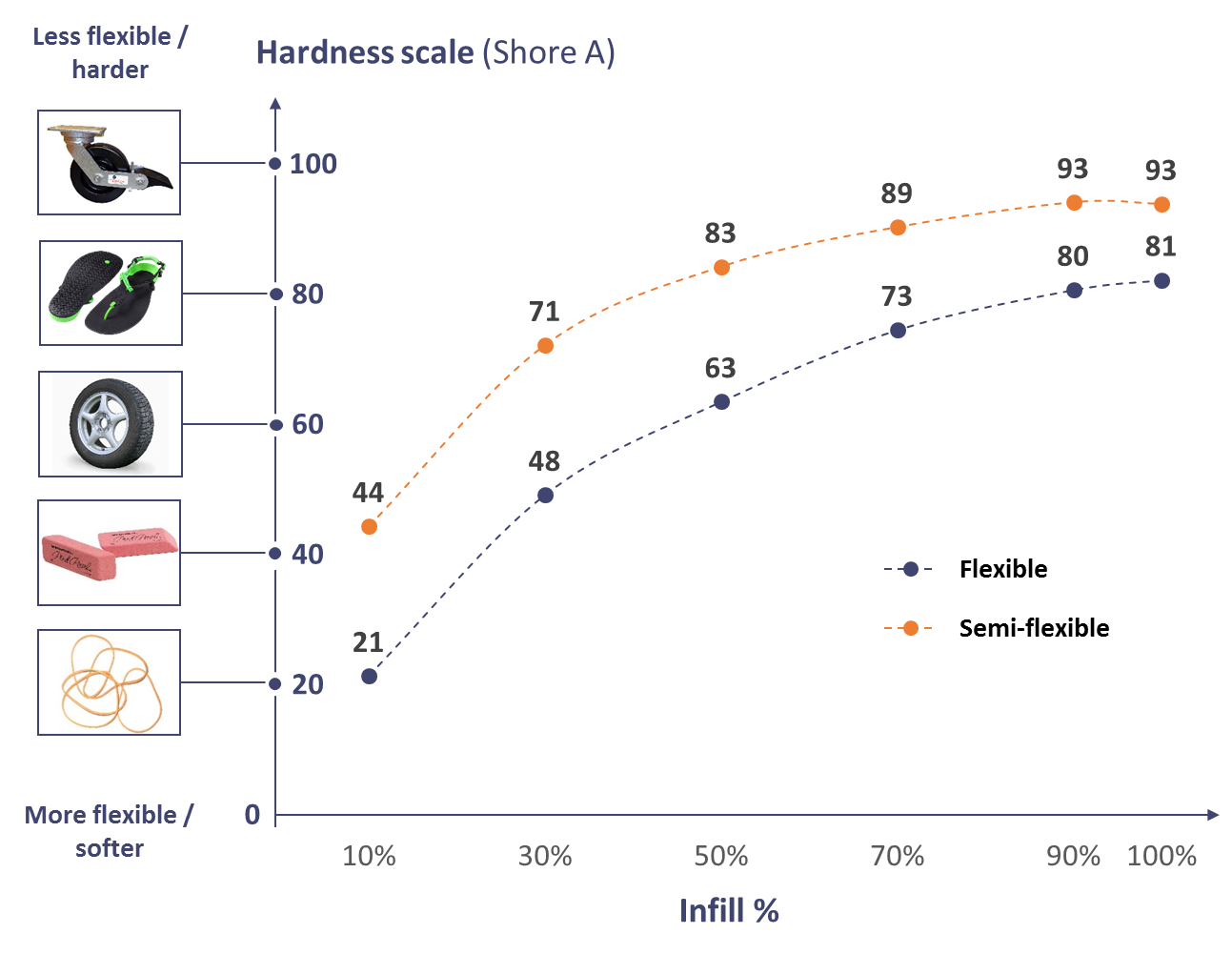
Jak ovlivnit tvrdost (pružnost) výtisku? Pomůže zvolit vhodnou výplň.
Tento graf ukazuje, jak můžete měnit tvrdost výtisku v závislosti na % použití výplně. Pokud je například požadována tvrdost pneumatiky (60A), můžete se pokusit vytisknout z velmi flexibilního filamentu při 50% výplni nebo částečně flexibilního (tvrdšího) filamentu při 20% výplni.
V nabídce máme řadu značek a tvrdostí flexibilních materiálu a koupit lze i vzorečky.